
معرفی جامع انواع جوشکاری و نکات مهم

جوشکاری و شناخت انواع جوشکاری و کاربرد آن در هر پروژه از مهارتهای یک جوشکار ماهر میباشد. اگر جوشکار با انواع جوش و کاربرد آن آشنا باشد قطعا بهترین اتصال را ایجاد کرده و کیفیت را در کار بالا میبرد.
نا در این مقاله قصد داریم به معرفی انواع مدلهای جوشکاری و کاربرد آنها بپردازیم. با ما همراه باشید که آگاهی و تجربه ، مهارت را به همراه دارد.
انواع جوشکاری در اتصالات
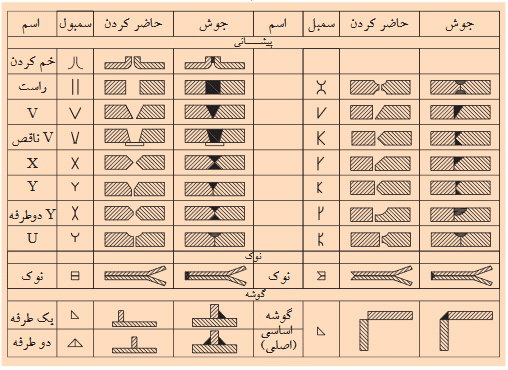
مطابق استاندارد 4.A2 AWS انواع جوشها به 9 گروه اصلی تقسیم میشود که
عبارتند از:
1 – جوش شیاری (welds Groove)
2 – جوش ماهیچهای (welds Fillet)
3 – جوش سطحی (welds Bead )یا (Welds Surfacing)
نکته : شکل و هندسه فلز جوش در جوشهای ذوبی به طور عموم یکی از این سه نوع بالا
است.
4 – جوش نواری (Welds Seam)
5 -جوش زائدهای (Welds Stud)
6 -جوش لبهای (Welds Edge)
7 -جوشهای کام یا دکمهای (Welds slot or Plug)
8 -جوش پشتی یا پشتبند (Welds Back or Backing)
9 -جوش نقطهای یا پیش طراحی (Welds Projection or Spot)
انواع اتصالات در انواع جوشکاری
اغلب سازهها در صنعت از قطعات مختلف تشکیل شدهاند که با روشهای گوناگون به هم وصل شدهاند بعضی از اتصالات قابل باز و بسته کردن هستند و گروهی اتصالات دائمی هستند مثل اتصالات جوشکاری شده که در ردیف اتصالات دائم است.
نوع و شکل اتصالات جوش و انتخاب آن به عهده واحد مهندسی است و جوشکاران که مجری کار هستند باید دو عامل عمده و اساسی مورد نظرشان باشد.
- به پایان رساندن اتصال جوش با حداقل قیمت و حداکثر کیفیت.
- مقاومت و استحکام کافی در برابر نیروهایی که به طور دائم یا به طور اتفاقی به اتصال وارد میشود.
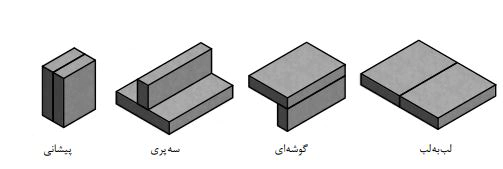
انواع اتصالات که در انواع جوشکاری به کارمیروند براساس استاندارد 0.AWSA3 که در سال 1994 بازبینی شده است خواهد بود که مانند :
- لب به لب
- گوشهای
- سه پری
- پیشانی
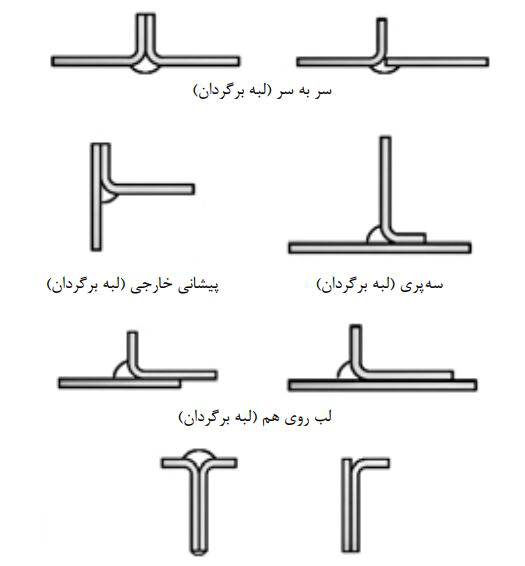
امروزه بعضی از اتصالات لبه برگشته و وصله دار مطابق شکل زیر به این استاندارد اضافه شده است.
ضرورت پخ سازی در اتصالات جوشکاری شده
به منظور درگیر شدن و یکی شدن کامل سطوح مشترک دو فلز از کف تا سطح قطعه آنها را پخ میزنند.
برای رسیدن نوک الکترود با قطر بزرگتر به ریشه اتصال لازم است فاصله ریشه بیشتر باشد یا زاویۀ اتصال بزرگتر انتخاب شود. این موضوع مقرون به صرفه نبوده و میتواند پیچیدگی به همراه داشته باشد لذا با استفاده از پشتبند درمواردی فاصله ریشه را بیشتر میگیرند.
پخهای J و U برای اتصالات با استحکام زیاد برای حذف گوشههای تیز در اتصال به منظور جلوگیری از تمرکز تنش در اتصال به کار میرود.
معرفی انواع اتصالات در جوشکاری
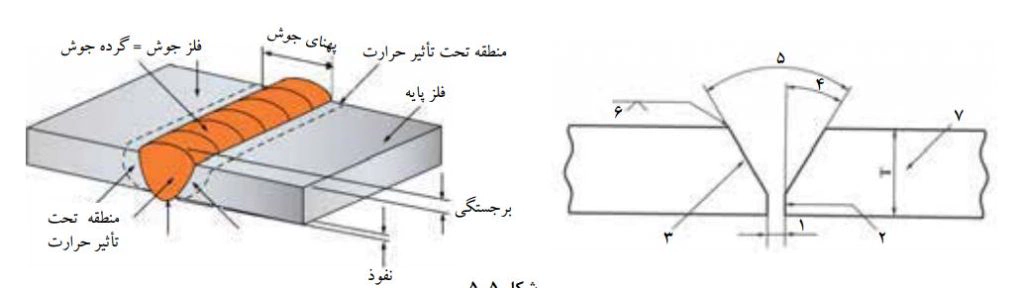
قسمتهای مختلف یک اتصال لب به لب
قسمت های مختلف یک اتصال به شرح زیر میباشد :
- فاصله ریشه Opening Root
- پاشنه جوش Face Root
- سطح شیار Face Groove
- زاویه پخ angle Bevel
- زاویه شیار angle Groove
- علامت نوع پخ V Single
- ضخامت قطعه Thichness P
انواع اتصال سر به سر یا Joint Butt عبارتند از :
1- اتصال لب به لب تخت با ریشه بسته : از آنجایی که در جوشکاری نفوذ کامل مد نظر است ، چنانچه اتصال با ریشه بسته باشد ، جوشکاری از هردو طرف قطعه لازم است.
2- اتصال لب به لب با پخ V : در قطعات ضخیمتر مورد استفاده بوده و استحکام کافی نیز دارد.
جوش سر به سر با پخهای نیم جناغی یک طرفه و دو طرفه معروف است که اتصال یک طرفه √ را به √ Bevel Singel و دو طرفه را √ Bevel Double مینامند.
3- جوش سر به سر با پخ یک طرفه √ با زاویۀ 6٠ √ ° single : میتواند بدون پشتبند اجرا شود پاس ریشه باید لبههای کار را در پشت کار ذوب کرده و با فلز جوش یکپارچه شده برجستگی تقویتی در پشت جوش ایجاد کند.
جوش سر به سر با پخ یک طرفه √ شکل و پشتبند s.b √ single مواقعی به کار گرفته میشود که فاصله ریشه قطعات زیاد باشد و استحکام زیادی مورد نظر باشد تا جوش از ریشه خم نشود به علاوه امکان جوشکاری با الکترودهای با قطر بیشتر فراهم میشود.
4- جوش سر به سر با پخ √ دو طرفه√ Double : در این نوع اتصال ، پخ در دو طرف کار اجرا میشود. پیچیدگی کمتر و قابل کنترل بوده و درقطعات با ضخامتهای بالا کاربرد دارد که باعث میشود جوشکاری راحت تر انجام شود.
5- جوش سر به سر J شکل یک طرفه J Single : در اتصاالت که امکان جوشکاری از یک طرف باشد و به استحکام زیاد نیاز داشته باشیم اجرا میشود ، هزینه آماده سازی (پخسازی) بیشتر ولی الکترود مصرفی کمتر و مقدار پیچیدگی هم کمتر خواهد بود.
6- جوش سر به سر U دو طرفه (U Double) : در جوشکاری قطعات ضخیم با استحکام بالا مورد استفاده است.
7- جوش سربه سر u شکل یک طرفه (u Single) : امکان جوشکاری یک طرفه را فراهم میکند با مصرف الکترود کمتر.
جوش سر به سر دو طرفه از نوع U دو طرفه ارزانتر تمام میشود چون فقط یکی از قطعات پخسازی دارد جوش هم دارای استحکام کافی میباشد.
8- پخ شیاری منحنی (Flare) یک لبه و دولبه : این اتصال نیاز به پخ سازی ندارد و هزینه تولید آن کمتر است.
اتصال سپری با جوش ماهیچه ای (Fillet)
در این نوع اتصال جوش در قسمت خارج اتصال رسوب داده میشود که با نفوذ در دیواره قطعهها سبب اتصال میشود. این نوع جوش در داخل قطعه ایجاد نمیشود و با حذف جوش اتصال جدا میشود.
معرفی اتصالات اصلی در انواع جوشکاری
- اتصال لبهای Joint Edge
- اتصال لبه روی هم Joint Lap
- اتصال لب به لب Joint Butt
- اتصال با زاویه خارجی Joint Corner
- اتصال T شکل یا سه پری Joint Three
نکته : فرم و ابعاد و اندازۀ یک پخ تابع شرایط به صورت و قواعدی است که معمولا استاندارد تدوین میشود.
وضعیت اتصالات در انواع جوشکاری
همانطور که میدانید بهترین وضعیت جوشکاری در حالت سطحی است. همیشه سعی بر این است که با استفاده از وضعیت دهندهها ، درز اتصال در حالتی قرار گیرد که اجرای جوشکاری در حالت سطحی امکانپذیر باشد.
با وجود این در بر پایی سازه های صنعتی ساختمانهای فولادی ، کشتیها و مجموعههای کارخانهای در مناطق صنعتی ، امکان جوشکاری تمام اتصالات در حالت سطحی میسر نیست و لازم میشود در وضعیتهای مختلف انجام شود.
لذا جوشکار باید مهارت کافی برای جوشکاری در آن شرایط را دارا باشد و در حقیقت گواهی تأیید شده برای جوشکاری در آن وضعیت را داشته باشد.
موقعیتهای جوشکاری برای وضعیت (تخت ، افقی ، عمودی ، بالای سر) به ترتیب دارای شمارههای 1 تا 4 هستند. و جوشکاری عمودی رو به بالا را hill UP و جوشکاری سرازیر را hill Down گویند.
همچنین در جوشکاریهای تخت ، افقی و بالای سر right to left=R یعنی جهت پیشروی جوش از چپ به راست باشد. و با Left to Right=L از راست به چپ نیز تعیین شده است.
همانطور که میدانیم Weld Groove به جوشهایی که در شیار ایجاد شده بین دو قطعه یا فاصله درز دو قطعه اجرا میشود گفته شده و با حرف G معرفی میگردد وقتی این نوع جوش در وضعیتهای مختلف اجرا میشود G1 تا G6 نامگذاری میشوند.
جوش ماهیچهای یا Weld Fillet هم شامل یک یا چند گرده جوش است که در زاویه بین دو قطعه فلز جوش رسوب داده میشود و نیاز به آماده سازی قبلی نداشته واقتصادیتر است و با حرف F معرفی میگردد ، این گروه هم در وضعیتهای مختلف از F1 تا F4
نامگذاری میشوند.
نکته : اگر اتصال دو لوله به صورت سر به سر بوده و امکان گردش لوله وجود داشته باشد G1 است و منطقه ذوب همواره در قسمت بالای لوله قرار دارد.
چنانچه در اتصال سربه سر ، لوله در حالت عمودی بوده و حرکت گردشی هم امکان نداشته باشد جوشکاری افقی تلقی میشود و G2 است.
اتصال قطعات لوله یا پروفیلها که حالت گردشی نداشته و به صورت افقی یا با تغییر زاویه 15 ° ثابت باشند جوش را G5 گویند.
اگر قطعات لوله تحت زاویه ° 5 ± °45 به هم اتصال داده شود و امکان گردش هم وجود نداشته باشد جوش را G6 گویند.
اتصال لوله به لوله که لوله ها درون یکدیگر جفت شده به دلیل اجرای جوش ماهیچهای با حرف F معرفی میشود و شماره آنها بر اساس F1 تا F4 معرفی میشوند.
وضعیتهای جوشکاری در استاندارد DIN و ISO با حرف P و به ترتیب از A تا G معرفی شدهاند دایره توسط قطرهای چهار گانه تقسیم شده است چنانچه شعاعهای ترسیم شده از خط مرکزی فلز جوش عبور کند تعیین کننده وضعیت بوده با حروف تعیین شده
معرفی میشوند. دراین استاندارد جوش عمودی سربالا را PF و جوش عمودی سرازیر را PG نامیدهاند.
اندازه جوش انواع جوشکاری
اندازه جوش شیاری
در یک جوش شیاری ، اگر در جوش یک طرفه نفوذ کامل باشد ، اندازه جوش با اندازه ضخامت قطعه نازکتر اتصال ، بدون برجستگی تقویتی (Reinforcement ) برابری میکند.
در صورتیکه نفوذ کامل نباشد (PJP ) یعنی نفوذ جزئی در جوش باشد ، مجموع دو مقدار نفوذ در طرفین اتصال اندازه جوش به حساب میآید ، این موضوع در خصوص استانداردهای آمریکایی و اروپایی یکسان است.
اندازه جوش ماهیچهای
طبق استاندارد (AWS) اندازه جوش برابر است با بزرگترین ضلع مثلث متساوی الساقین که در مقطع جوش ماهیچهای (Weld Fillet) که در همان مقطع محاط گردد ، در جوش ماهیچهای کاو و کوژ ّ (مقعر و محدب) به صورت مثلث خط چین نشان داده شده است و ساق مثلث اندازه جوش میباشد.
طبق استاندارد های اروپایی در جوش ماهیچهای اندازه گلویی جوش ، به عنوان اندازه جوش مورد محاسبه است ، یعنی گلویی همان مثلث خط چینی که به آن اشاره شد یعنی گلویی تئوری (در عمل با توجه به نفوذ و برجستگی تقویتی جوش) اندازه گلویی واقعی از گلویی تئوری بزرگتر خواهد بود.
در صورتیکه طبق دستور طراح ، ساقهای جوش نامساوی باشند ساق بزرگتر و ساق کوچکتر معین میگردد.
سخن پایانی :
جوشکاری یک هنر است که با کسب آگاهی و تجربه به یک جوشکار ماهر تبدیل میشوید ، یک جوشکار ماهر در درجه اول پروژه را از نظر موقعیت بررسی کرده و بهترین تصمیم را میگیرد. سطح آگاهی و اطلاعات شما از انواع جوش شما را در تصمیم بهتر که منجر به کیفیت بالای کار در کنار کاهش وقت و هزینه کمک میکند.
امیدواریم ایم مقاله برایتان مفید بوده باشد.
سپاسگذاریم که تا انتهای مقاله ما را همراهی کردید.
آیا شما جوشکاری ناموفق داشته اید؟ برایمان دلیل را بنویسید تا ما و دیگران از تجربه شما استفاده کنیم.